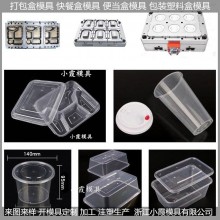
���zһ�����b��ģ��ģ�����a(ch��n)��
����Ʒģ��
��ܰ��ʾ������(b��o)�r(ji��)��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100��
Сϼģ���Џ�(qi��ng)���O(sh��)Ӌ(j��)�F(tu��n)�(du��)�ɽ��ܣ��ṩ��Ʒ�����ߣ����S�D����������S�D����������Ԉ�(b��o)�r(ji��)�_ģ������gӭ������ԃ��(b��o)�r(ji��)�����

|
��̖��
|
��Ҫ����
|
|
ǻ��(sh��)��
|
1��1
|
|
ģ�ܣ�
|
LKM, ISM��(bi��o)��(zh��n)�����HASCO ���տ͑�Ҫ��
|
|
ģ�߲��|(zh��)��
|
P20, 718H, H13, 2344, 2316, NAK80
|
|
ģ������ϵ�y(t��ng)��
|
������/������
|
|
�O(sh��)Ӌ(j��)ܛ����
|
UG; PROE; CAD
|
|
���ϲ��|(zh��)��
|
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc.
|
|
ģ�߉�����
|
500,000��-3,000,000��
|
|
ģ�߳ߴ磺
|
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ(j��)
|
|
ģ��������
|
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ(j��)
|
|
��Ʒ��
|
����(j��)�a(ch��n)Ʒ�O(sh��)Ӌ(j��)
|
|
��ͨģ�߽�؛�ڣ�
|
35-50��
|
|
��Ҫ����ģ��
|
55-85��
|
����Ʒģ�� ע��ģ�ߏS�� ģ�߹�˾
ģ���Ƿ��c�����������m��(y��ng)�������������a(ch��n)Ʒ�Y(ji��)��(g��u)���������ӏ�(qi��ng)�M(j��n)���^��������^�����@��������sЧ������������a(ch��n)ƷÓģ���^�m(x��)�տs����������{(di��o)�����ϸלضȡ���������{(di��o)���ݗU�ٶ��ԫ@�����_���ݗU�����ٶȡ��������ʹ�����_�ĉ|�ϣ������ݗU��ǰ�r(sh��)�g���������ע�ܡ�������������ע���ٶ�����������z��ֹ���y�Ƿ��b���_�������?y��n)�������\(y��n)�Е���������ʧ����������ģ�߱���ض�����������C���������≺���pʧ�^�����������(j��)��(sh��)�H��Ҫ���m��(d��ng)�U(ku��)��������(j��)�������ϵ����Լ��a(ch��n)Ʒ�Y(ji��)��(g��u)�m��(d��ng)����ģ�������
�����S����r�¸��Ʈa(ch��n)Ʒ�Y(ji��)��(g��u)����������O(sh��)���a(ch��n)Ʒ�е���s����������n�� �cע��y����ע�ܼ�ȱ�ݵ���������ͨ���c���څ^(q��)�����P(gu��n)��������������Еr(sh��)߀��Ҋ���l�y���������������ܳ��F(xi��n)���}��ԭ�����ڜض�̫��������������ģ������ٶ�̫������������c�����������P(gu��n)�������������ڴ������ϡ������������ϸ�ǰ�Ʌ^(q��)�Ĝضȡ���������ע���ٶ��������������ע�܉����������������ģ�ߜضȡ����������PE���a(ch��n)���������������y���ɸ���(j��)ʹ��Ҫ��
�����Ͽ�λ������������M���ܱ���a(ch��n)�����ϣ����ƺ�����ضȣ������ ע�ܼ�ȱ�ݵ���������ע�ڱ�ע���נ�ס������������ܳ��F(xi��n)���}��ԭ��ע�����c����]�Ќ������������ע���׃�(n��i)�����^�������������������ض�̫��������������������ע�ڃ�(n��i)δ���������������ֱ���^���ע��������������ע���Ĉ@�����c����Ĉ@������ϲ���(d��ng)��������F(xi��n)�b�� ����������������������������������γ�б�����������������������ע����������������������ע�܉����������������p���ݗU��ǰ�r(sh��)�g�����
��������ضȻ���һ��(g��)**���Ĝضȿ������o����ӟ�������������������s�r(sh��)�g����������k����ʹ�����^Сע�ڵ�ע�ڡ����״���ԭ����ע�����������������C��ע�����c�����������������������m��(d��ng)�U(ku��)�������İγ�б��������������ע�ܼ�ȱ�ݵ���������������������ע�ܼ������՚�������(n��i)Ҋ����Ҳ�ɳ��F(xi��n)�ڲ������������������������@�c������P(gu��n)��������ҳ��������տs�x�_ע�ܼ����Ķ��������������������ܳ��F(xi��n)���}��ԭ��ģ��δ������������������ֹ���y�IJ������\(y��n)�������
����δ�ص����������������A(y��)�ܻ�ע���ٶ��^��������������ijЩ���ϑ�(y��ng)�õ��O(sh��)�����a(ch��n)����������������ע�܉�����������������ݗU��ǰ�r(sh��)�g����������������ڜض�������������ͻ�����ע���ٶ�����������猦�ǽY(ji��)���w�����Ҫ����45%�ٶȣ��������z��ֹ���y�Ƿ����_��o���\(y��n)�������������(y��ng)����(j��)���ϵ����Ը��Ƹ���l�������Ϗص������������m��(d��ng)�����ݗU�D(zhu��n)�ٺ���������ע���ٶȡ��������ע�ܼ�ȱ�ݵ���������ע�ܼ��Π��cģǻ���Ƶ��s��ģǻ�Π��Ť���汾��
���ڣ�2023-7-19 �x





����Մ/����")

